Introducing the AIAG-VDA DFMEA
During the early 1980s, GM, Ford, and Chrysler established the Automotive Industry Action Group (AIAG), a not-for-profit organization with the mission “To improve its members’ competitiveness through a cooperative effort of North American vehicle manufacturers and their suppliers.” In the late 1980s, U.S. automotive suppliers, through the auspices of the American Society for Quality (ASQ), approached the VPs of purchasing for GM, Ford, and Chrysler and explained the burden of multiple standards that were being imposed on the supply base. Not only were there multiple OEM standards, but there were also hundreds of tier-one standards as well.
After understanding the problem of multiple standards and the “waste” they represented, American OEMs, along with the Automotive Division of the ASQ, created a Supplier Quality Requirements Task Force (SQRTF) that worked on harmonizing GM, Ford, and Chrysler standards. This work was conducted and disseminated through AIAG. The results of the work were first seen with the release of the Measurement Systems Analysis standard in 1990. It was soon followed by the Statistical Process Control standard in 1991, Production Parts Approval Process and FMEA in 1993, and the APQP and QS 9000 Management Systems standard in 1994. The QS 9000 standard and the five core tools (MSA, SPC, FMEA, PPAP, and APQP) helped harmonize the OEM expectations of the U.S. automotive industry. Greg Gruska, the co-author of this article, was on the writing committees of the MSA, SPC, and FMEA manuals.
In 1999, AIAG and Germany’s Verband der Automobilindustrie (VDA) worked together to introduce a joint U.S. and German quality management system (QMS) standard, called ISO/TS 16949. In 2002, the Japanese Automobile Manufacturers Association (JAMA) joined the AIAG and the VDA to make ISO/TS 16949:2002 the first global automotive standard. The standard was important for two reasons. First, it was a global automotive standard; and second, it incorporated ISO 9001:2000, which included a customer focus and process approach. Although the QMS standards between the United States and Germany were harmonized, the five core tools were still unique. Each of these tools is applied differently with its own specific approaches.
Same Tool, Different Approaches
The same tool being applied differently caused multiple problems if the same plant or design center supplied both U.S. and German OEMs. At other times, it was two different approaches to new product development that were applied by the engineering functions of the same company in their U.S. and German design centers and plants. The redundant approaches caused significant nonvalue-added in the supply chain.
An automotive industry survey by Deloitte and AIAG in 2015, which included respondents from the German automobile industry, showed that “suppliers are most concerned with their ability to standardize business processes and systems, while OEMs were concerned with managing customer expectations and relationships.”
Scott Sharland, executive director of AIAG, had this to say: “Most OEM purchasing teams have reduced their number of tier 1 suppliers, favoring larger, more technology-laden companies with global manufacturing capabilities. These mega-tier 1s enjoy a more balanced book of business than they did when they were quasi-captive suppliers for one or two OEMs only, and as a result, customer-specific requirements (CSR) variations from OEM to OEM have quickly driven up compliance complexity and cost.”
David Kneisler, VP of quality at Dana, points out that “obviously, the OEMs believe quality is not only critical to their business but also a competitive advantage, so there is a need for some customer-specific requirements. Speaking as a tier supplier, however, the complexity of CSRs for tier 1s is difficult, and the challenge for tier 2 through tier N must be incredibly confusing. A standard approach would have significant benefits: We should commonize what could be commonized.”
The study estimated the lack of commonization as costing “116 workdays annually per site” to meet QMS requirements. It also stated that a 40-percent reduction ($50,000 value) was possible if quality expectations were commonized. One of the top three actions of this study was a push for common standards with the VDA.
The results of the reduction of CSR standards can be seen in the IATF 16949 standard released in October 2016, where the 16 OEMs that made up the International Automotive Task Force (IATF) worked together to reduce their CSRs.
Why the AIAG-VDA FMEA?
In 2015 the AIAG and VDA formed a joint workgroup made up of individuals from the OEMs and tier-one suppliers. The idea was to reduce confusion and redundancy that was prevalent in organizations that had to use two different methods. The one in the United States was frequently completed using Excel and driven by company personnel. The one in Germany was completed using FMEA software programs and driven by specialized facilitators. Omnex participated in 2013 and 2014 in FMEA forums in Germany, where there were discussions on the merits of both approaches. Each method had its pros and cons, and a combination was necessary to alleviate the confusion in the large tier ones where both methods were used.
The goal of the workgroup was to develop a single, robust, accurate, and improved methodology that satisfied both AIAG and VDA FMEA approaches.
Where are we today?
The new AIAG-VDA FMEA first edition was released in November 2017 as a draft by AIAG and a yellow book by VDA for a 90-day commenting period. The draft was available (free) from the respective organizations, and readers were encouraged to understand the changes, read the manuals for themselves, and provide their comments. The AIAG-VDA FMEA first edition was planned to be released in 2018 but was finally released on June 3, 2019.
A brief summary of the new FMEA
The new FMEA adopts a seven-step process as shown below:
- Planning and preparation
- Structure analysis
- Function analysis
- Failure analysis
- Risk analysis
- Optimization
- Results documentation
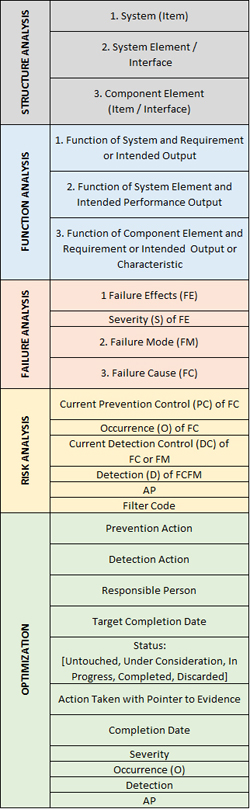
The FMEA form follows steps two through six. Some comments on the form:
- First, it can be seen that the form has many more columns than previously.
- Second, the first three grouped headings, which are structure analysis, function analysis and failure analysis, are organized in threes, representing the focus element, the higher element, and the lower element.
- The fourth grouped heading is risk analysis, which no longer includes the RPN but introduces the action prioritization step.
- The fifth grouped heading is optimization, shows the recommended actions planned and the action taken.
Although the FMEA process was developed so that teams could use the forms to develop their FMEAs, software to develop FMEAs will become commonplace with the AIAG-VDA FMEA because it represents a three-dimensional relationship not easy to capture in an Excel form.
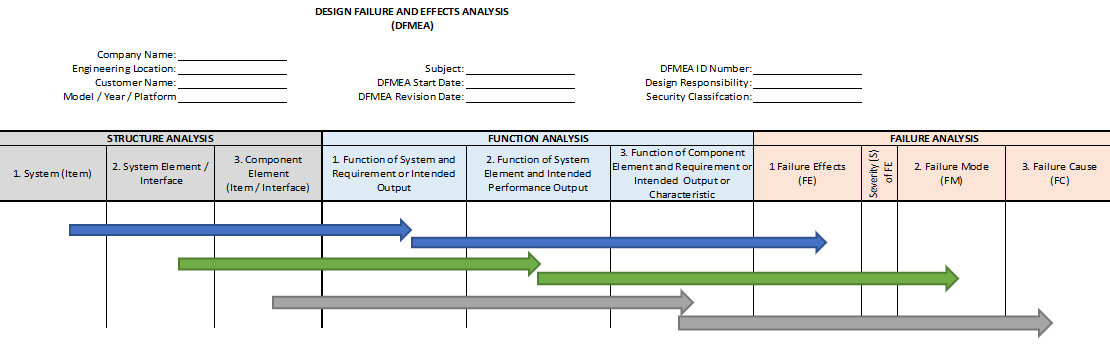
Additionally, it is important to understand there are relationships between the columns in the form as follows:
Click here for larger image
Simply said, the focus element (the column numbered 2. above) has a function and a requirement, and the function/requirement has a failure mode. Similarly, the high-level element to the left of the focus element has a function and requirement, and it has a failure mode. The lower-level element to the right side of the focus element also has a function and requirement, and it has a failure mode. The failure mode of the focus element is caused by the failure mode of the lower-level element, and it results in the failure of the higher level element. The direct use of this relationship between the elements of a bill of materials in a system or subsystem is probably one of the bigger differences between the AIAG and VDA DFMEA approaches. The new AIAG-VDA FMEA has adopted this approach.
What Changed?
5Ts
• FMEA Team
—Who needs to be on the team?
• FMEA Timing
—When is this due?
• FMEA Intent
—Why are we here?
• FMEA Task
—What work needs to be done?
• FMEA Tool
—How do we conduct the analysis?
What changed differs in perspective from the existing AIAG and the VDA methods. In this section, we will study these changes first from a VDA approach and then the AIAG approach. In this article we will consider DFMEA, and in the next, we will address the PFMEA.
What changed in the VDA-DFMEA approach?
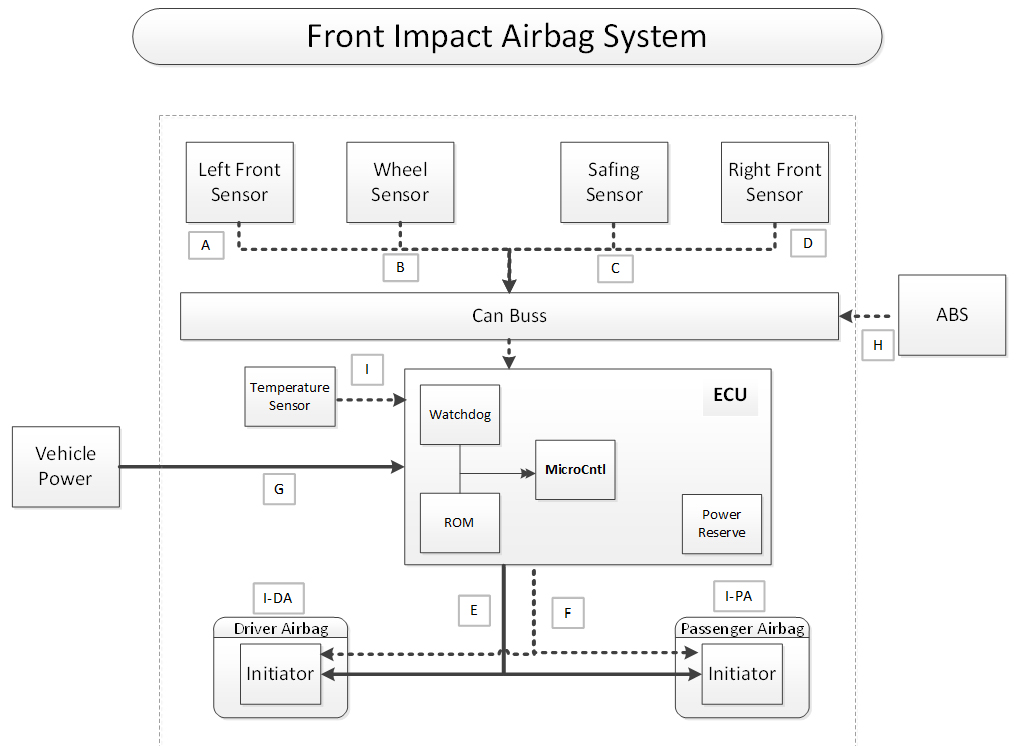
The new DFMEA approach now includes a new first step: “scoping.” The biggest difference is that this step is not 5Ts/project planning but a block or boundary diagram. The diagram is used at the start of each DFMEA in the AIAG approach. See an example of a block diagram below
Structure analysis is the second step in the new DFMEA. The purpose of structure analysis is to identify and break down the design into systems, subsystems, components, and parts for technical risk analysis.
In this step, the structure analysis is completed, and the focus element is determined. The focus element is the application of the FMEA investigation. See the figure below.
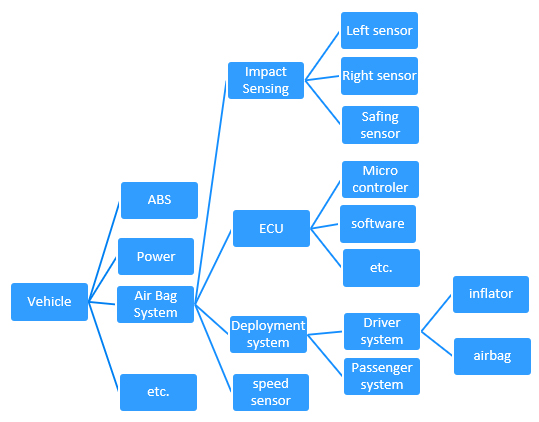
Nothing in the structure analysis has changed. The VDA process follows a multitier approach. Frequently, there is a three-tier investigation in the focus element, the higher-level element, and the lower-level element. “Why only three levels?” would be an expected question. Are all investigations going to stop at three levels? Should complex systems not require multiple systems and subsystem DFMEAs? What is the responsibility of an owner of a system?
Note: The VDA approach often describes more than three levels; however, VDA teams and facilitators in practice do not go beyond one DMEA and one focus level.
The third step is the function/requirements step. Although this step is also not new to the VDA DFMEA, the addition of requirements is. This may be seen as optional by VDA practitioners, although specialists in AIAG methodology might say that the function and requirements will allow us to more precisely define failure modes. Although Omnex DFMEAs always used functions and requirements, one cannot generalize it for all AIAG DFMEA implementations.
Failure analysis is the fourth step of the process; it identifies the functional loss or degradation when the requirements are not met. With the VDA approach, subsequent analysis is based on the failure modes for all levels of the structure (at least three). The AIAG approach only requires the failure mode to be described for the focused level. Although identification of the effects and causes of the focused failure mode will use the same logic as the VDA approach, explicit identification of the higher and lower failure modes is not required.
Here is where we see the “old” and “new” approaches beginning to merge. Step four identifies:
- The effect = the failure mode of the higher level
- The failure mode = the failure mode of the focused level
- The cause = the failure mode of the lower level
If the preliminary work is complete, the relationships among the failure modes of all three levels can be mapped out. In this situation, the VDA approach forces the team to look only at the levels identified and helps them from (erroneously) jumping down levels in their analysis. For example, identifying a part characteristic as the cause when the appropriate cause is the design approach for the component.
In this step, we also see the use of the parameter diagram. Although not mandatory in the AIAG approach, the parameter diagram was used frequently to help understand the relationships of the input to the output, the noise factors that influence the design, and the unintended outputs. The Parameter Diagram is a new suggested tool for the VDA DFMEA specialist.
The fifth step in this approach is risk analysis. The approach to identify necessary preventive and detective controls to eliminate, mitigate, or detect causes or failure modes is the same for VDA and AIAG. The difference between the two is in identifying the priorities of what should be worked on first. The introduction of action priority (AP) tables will require a rethinking of prioritization. In the United States, the AIAG approach encouraged teams to consider alternate prioritization schemes, and many Omnex customers used this option. The new AIAG-VDA handbook does not appear to allow this flexibility.
The sixth step, optimization, is one that may be quite different for the VDA format. While recommended actions as a whole was used with the AIAG approach, the new approach focuses on identifying alternative preventive and detection actions. This forces the team to limit its recommendations only to these categories. This approach of preventive and detective actions may seem limiting only to those familiar with the AIAG approach.
The seventh step, results documentation, is also new to the VDA facilitator, who did not have explicit requirements for results documentation publication.
What changed in the AIAG-DFMEA approach?
Structure analysis
The biggest change is the structure or bill of materials, or the identification of the system, subsystem, and component required for the new DFMEA.
This is not new for VDA specialists, but it is indeed quite different for AIAG DFMEA specialists. With the AIAG approach, typically the start was a block diagram and the parameter diagram. Generally, there was not a good understanding of the DFMEA functions vs. component functions in the AIAG approach. Often, one DFMEA was created that had an assortment of system and component functions.
According to an AIAG survey, in the United States most organizations used Excel and developed FMEAs internally without an expert facilitator. The consequence of this structure approach is the need for software to handle the new FMEA process, as well as the need for an expert facilitator. While the AIAG FMEA was not easy, the difficulty level of the AIAG VDA FMEA with the three levels makes an FMEA that much more difficult.
Conducting an FMEA (AIAG fourth edition)
- Complete necessary prerequisites
- Complete a block diagram.
- Complete a parameter diagram (optional).
- Identify and list all the requirements.
- Define the scope of the analysis.
- For each requirement
- Identify potential failure modes.
- For each failure mode
- Assess potential effects of failures.
- Identify the cause(s).
- For each cause
- Identify what control(s) are/will be in place to prevent or detect the cause or failure mode.
- Identify and implement continual improvement actions.
Although the AIAG approach followed a well-defined series of activities, it was not formalized into “steps” to allow the team greater flexibility of implementation. Although the seven steps are a logical sequence, they do require more preliminary analysis and documentation than previously.
The seven-step approach
1. Function Analysis
With the AIAG approach, a random set of FMEAs that the authors examined when writing this article often showed that the cause of a failure was not identified at one level below. FMEA teams jumped down many levels to what they thought was the “real failure.” The new FMEA is very methodical, and the failures will all be one level down. We can say that one of the positive points of identifying the flow of functional requirements is that the team will find it easier to maintain proper relationships; e.g., the team will not “jump” levels when identifying causes. This does, however, have its negative points, such as the additional documentation and analysis requirements. What if only one level is conducted or one DFMEA is completed? Will the controls go right to the root cause?
There is a second key issue that we think will result in differing “severity” levels. When identifying the effect of a failure mode when the focus level is a component, the three-level approach has its shortcomings. If the team looks only at the higher-level failure mode as the effect, it is possible to identify the wrong severity. The handbook recognizes this because it includes “and/or vehicle end-user” in the column heading and directions. This could be difficult when only three levels have been analyzed.
2. Failure Analysis
Since the new approach requires the identification of the failure modes at all three levels before mapping the effect to failure mode to cause relationships, implementing this using only the form without software will be difficult.
3. Risk Analysis
Not much change other than prioritization via RPN vs. AP. As mentioned previously, in the AIAG methods, many U.S. companies used both RPN and prioritization rules of S, SxO, and SxOxD. Omnex recommends that companies still use a combination rather than only SxOxD as stated in the new AIAG-VDA manual.
4. Optimization
With the exception of limiting the recommended action to only preventive and/or detective actions, there has not been much change. This is also a key difference between AIAG and VDA formats. U.S. teams often went beyond just “preventive” and “detective” column improvements and thought outside the box on how to improve the design, or how to catch a failure as early as possible. We do not see this strategy being discussed in the new AIAG-VDA manual, e.g., making sure either a preventive or detective technique is applied early in the design life cycle instead of finding the issue at the end. As we know, costs multiply when caught late in the game.
5. Results Documentation
Results documentation does not represent a big change for the AIAG FMEA practitioner. Although this was not a formal step, implementing the FMEA recommended actions was a big focus for the AIAG FMEA.
6. Beyond the standard: Consequences
The key to understanding the DFMEA and PFMEA is not just the links between these tools but also understanding the links among the DFMEA, test plan, PFMEA, process flow, and control plans. Starting in the 1980s with the advent of Omnex’s “process review” and Ford’s Dimensional Control Plan for Ford (written by Greg Gruska), the U.S. approach was to look at the links between these documents. In the mid-1980s, the focus was on manufacturing. At this time, Chad Kymal of Omnex linked the process flow, PFMEA, and control plans to the work instruction and brought out the first FMEA software package with linked documents in 1988.
The key challenge in the United States will be the domain knowledge in the higher-level element (system), focus element (subsystem), and the lower-level element (component). Generally, the OEM understands the vehicle system, the tier one understands the subsystem, and the tier two supplier understands the component. No single organization understands all three levels. In the United States, customers typically never share DFMEAs with tier ones for DFMEA or PFMEA creation. The specialization of knowledge and the evolution of the supply chain indicate a need for structural changes and cooperation between OEM, tier one, and tier two, which is not currently there.
In Germany, many organizations have conducted DFMEAs but have not spent enough time conducting PFMEAs. The links between the two are clear, but it is unclear if this is there in actual practice in the links in the VDA or AIAG approaches.
Because of the highly distributed nature of organizations and supply chains (for example, design centers in the United States and Europe, software design in India, hardware in China, manufacturing in Mexico), the links between DFMEA and PFMEA in the new AIAG-VDA FMEA are really not possible without software that helps link them.
7. Evolution of the supply chain and integration of development
The new AIAG-VDA method supports the evolution of distributed design and extended supply chains. Methodologies; structural changes in the relationships between customer, supplier, and subsupplier; and links between DFMEA/DVPR (test plans), process flow PFMEA, control plans, and shop-floor documents will cause a disruptive, innovative wave. OEMs and automotive software will need to link both requirements flow and failure flow down in this extended, distributed environment. There will be the next level of design as well as quality innovation and improvement with this evolution.
With the product shift globally from gas and diesel vehicles to electric and autonomous cars, the AIAG-VDA structure analysis in the DFMEA may be quite timely.
https://training.omnex.com/aiag-vda-training/aiag-vda-dfmea-for-practioners-and-facilitors
https://training.omnex.com/understanding-core-tools/understanding-core-tools-aiag-vda-dfmea
Automotive SPICE Updates: Key Changes in the upcoming PAM 4.1 and ASPICE Guidelines 3rd Edition
Speakers:
Vesna Djordjevic
Date and Time:
Jul 9 2026 11:00AM Eastern Time (US and Canada)
RegisterISO 14001:2026 Explained: Key Changes and Transition Requirements - What Organizations Need to Know
Speakers:
Chad Kymal, William Kovacich
Date and Time:
Jun 16 2026 11:00AM Eastern Time (US and Canada)
RegisterChange from prefixes (AS, EN, SJAC, JISQ) to a single IA (International Aerospace) one globally authoritative standard and what's changing
Speakers:
Stephen Hall
Date and Time:
Jun 25 2026 11:00AM Eastern Time (US and Canada)
Register